


















Procesy laserowe
Poniżej przedstawiamy przegląd różnych procedur
Można je stosować pojedynczo lub w połączeniu.
W naszym laboratorium laserowym określamy najbardziej odpowiednią metodę według specyfikacji naszych klientów.
Etykieta zdarzenia
Odnosi się do wszystkich metali, co powoduje zmianę koloru ze względu na efekt termiczny.
Ani wyładunek, ani usunięcie materiału nie pozwalają na oznaczenie już przetworzonych powierzchni.
Dla niektórych materiałów (np. ze stali nierdzewnej) różne kolory mogą być reprezentowane przez modyfikację właściwości belki.
Dzięki temu często łatwiej i sensowniej jest wykonywać w systemie laserowym inne rodzaje obróbki (tłoczenie, łączenie, wiercenie, wykrawanie itp.) oraz procesy takie jak kontrola elementów (kontrola kamerą, mierzenie, ważenie, kontrola krzyżowa).

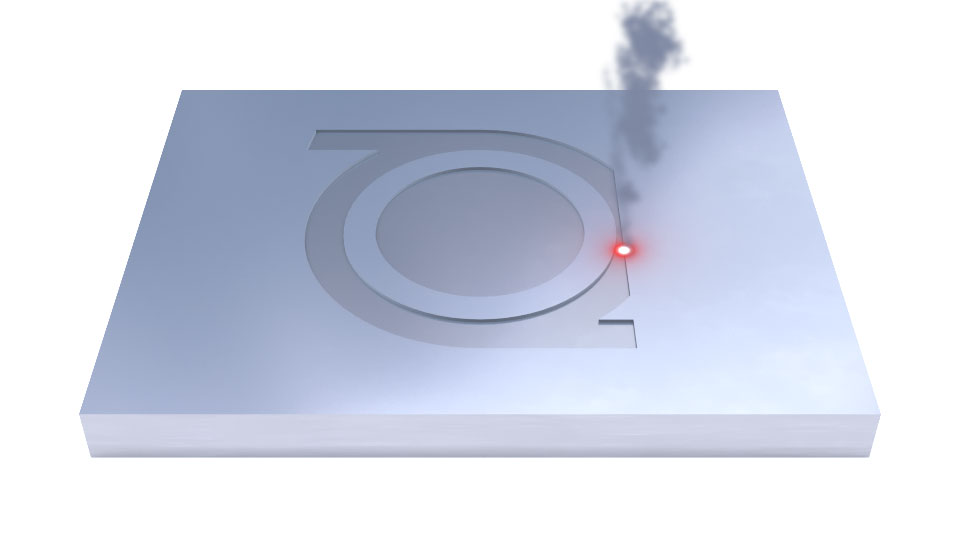
Grawerowanie/etykietowanie głębokości
Odparowanie lub topnienie materiału powoduje usunięcie materiału w ściśle ograniczonym obszarze.
Oprócz metali, metody te mogą być również stosowane do tworzyw sztucznych i innych materiałów.
Charakteryzuje się trwałością przed otarciami i korozją i może być używany oprócz znakowania do produkcji narzędzi wytłaczanych lub klisz.
Oznakowanie plastyczne
Szeroka gama różnych tworzyw sztucznych może być etykietowana za pomocą kolorowej osłony.
Emisja dwutlenku węgla jest stosowana w lekkich tworzywach sztucznych, natomiast piana jest odpowiednia dla ciemnych tworzyw sztucznych.
Poprzez dodanie dodatków do produkcji wyrobów z tworzyw sztucznych, właściwości materiału do obróbki laserowej mogą być zoptymalizowane. Wiele tworzyw sztucznych można również etykietować z najlepszymi wynikami za pomocą specjalnych źródeł wiązki laserowej.

Etykieta dodatku (LaseColour)
Procedura zamawiania i scalania dodatkowych materiałów na materiał nośny.
Oferuje duży kontrast i dużą zmienność w wyborze koloru i materiału.
jest stosowany w materiałach, które nie są przetwarzane ze zwykłymi procedurami lub gdy nie można osiągnąć pożądanych rezultatów.
Wymaga precyzyjnej koordynacji i określenia idealnego powiązania materiału.
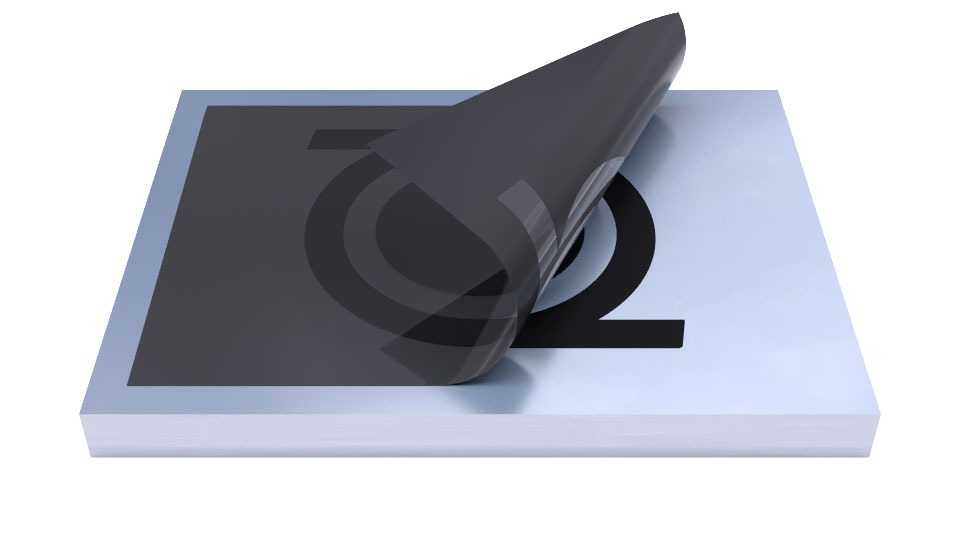
Abtragsbeschriftung
Jeśli materiały są powlekane lub malowane warstwą pokrywającą, warstwa ta może być usunięta i odparowuje laserem.
Pojawi się warstwa podstawowa. Dzięki temu możliwe jest tworzenie różnych kombinacji kolorów i oznaczeń z wysokim kontrastem.
Zastosowanie to oznaczenie dzień/noc czarnych lakierowanych części plastikowych lub odparowanie powłoki anodowanie z aluminium.

Czyszczenie laserem
Przez parowanie, warstwy powierzchni pokrywy lub brudu są usuwane z zasobów oszczędnie.
Szczególnie przyjazne dla środowiska dzięki całkowitemu wyeliminowaniu detergentów lub chemikaliów.
Metoda ta umożliwia również selektywne czyszczenie podpowierzchni lub rozładunek powierzchni styku.
W zależności od materiału i rodzaju zanieczyszczenia oraz dopuszczalnego stopnia oddziaływania obrabianej powierzchni materiału, system laserowy jest konfigurowany.

Tworzenie struktury laserowej
Laserowa obróbka powierzchni jest szybko rozwijającym się obszarem i pozwala na przykład na tribologically optymalnie zaprojektowanych powierzchni. Wzrost tarcia lub, wręcz przeciwnie, zmniejszenie tarcia lub zmniejszenia zużycia może być pożądanym rezultatem. Proces ten może być również stosowany do klejenia preparatu i zapewnia najlepsze warunki do kolejnych procesów klejenia.
Laserowe cięcie precyzyjne
Laserowy proces dokładnego cięcia nadaje się również do skomplikowanych konturów i wysokich dokładności.
Krawędzie cięte mają niewielki grzbiet i małą chropowatość. Cięcie laserowe jest optymalnym rozwiązaniem dla wielu różnych materiałów i kompozytów materiałowych.
Dzięki szybkiemu ruchowi lasera strefa oddziaływania termicznego jest zmniejszona, a delikatne materiały mogą być również precyzyjnie oddzielone.
W porównaniu do procesów mechanicznych, takich jak wykrawanie, zaletą jest awaria narzędzia.

Spawanie laserowe
Proces spawania laserowego charakteryzuje się niskim zniekształceniem termicznym i wysoką prędkością spawania przy zachowaniu wysokiej precyzji. Laserdurchlichtschweißen tworzyw sztucznych (tworzywa termoplastyczne) oferuje wiele zalet w stosunku do innych procesów. Część przedmiotu obrabianego skierowana do lasera jest przezroczysta i jego część pochłania. Przez topienie części chłonnej, spawanie odbywa się z przezroczystą częścią.

Wiercenie laserowe
Za pomocą laserów można wiercić otwory w różnych materiałach z wysoką precyzją i bez zużycia. W procesie tym materiał jest topiony i odparowywany, a następnie wypychany z otworu wiertniczego przez powstałe ciśnienie. Uznanym procesem jest trepanacja lub wiercenie trepanacyjne. W pierwszym kroku tworzony jest otwór wyjściowy, który następnie jest rozszerzany po okręgu przez kilka przejść do pożądanego rozmiaru. Inne metody to wiercenie pojedynczymi impulsami i wiercenie udarowe z impulsami w szybkim tempie.

Laserowe usuwanie izolacji
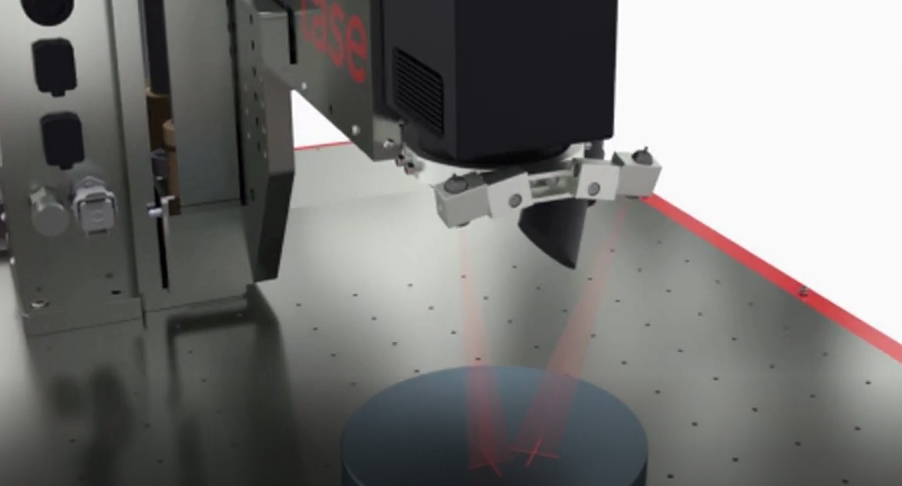
Odizolowanie przewodów lub kabli za pomocą lasera jest niezawodną metodą uzyskania czystej powierzchni styku. W zależności od wielkości i średnicy kabli lub przewodów stosuje się 2, 3 lub 4 głowice laserowe. Materiał izolacyjny jest odparowywany segment po segmencie i usuwany przez wydajną jednostkę ssącą.

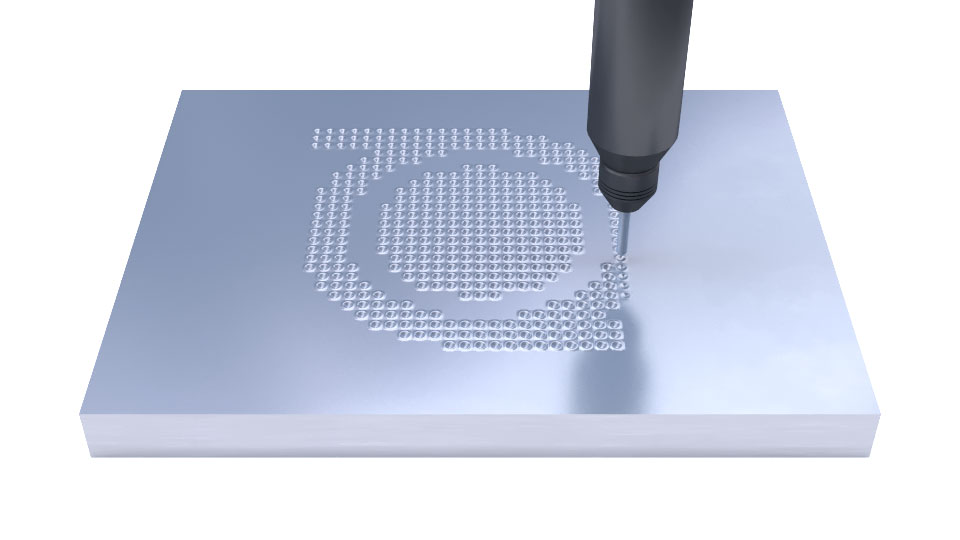
Procedura alternatywna – tłoczenie igły
Pneumatyczny lub napędzany elektrycznie PIN metalowy na stałe uderza w matrycę mozaikową lub znak w kształcie linii na powierzchni materiału – oprócz wyraźnej czcionki, logo lub kodów matrycy danych można również oznaczyć. Nierównomierność powierzchni może być łatwo kompensowana do 5mm. Identyfikacja elementów metalowych rfolgt na stałe i szybko i może być również odczytana po dalszej obróbce. Maszyna do tłoczenia może być efektywnie wykorzystywana w szerokim zakresie aplikacji autonomicznych i internetowych.