


















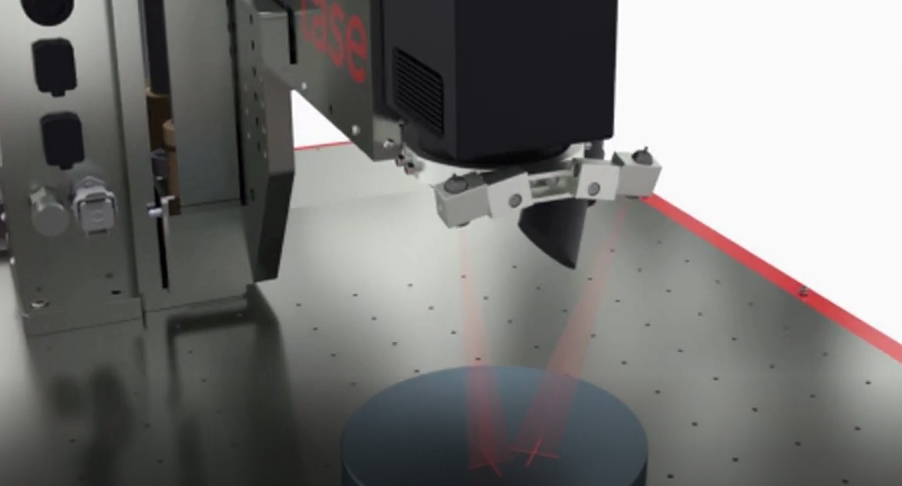
Lazer süreci
Nachfolgend zeigen wir eine Übersicht der verschiedenen Verfahren
Bunlar tek başına veya aynı zamanda birlikte kullanılabilir.
In unserem Laserlabor ermitteln wir nach den Vorgaben unserer Kunden die am besten geeignete Methode.
Olay etiketi
Termal etkiye bağlı olarak renk değişikine neden olan tüm metaller için geçerlidir.
Ne bir deşarj ne de malzeme kaldırılması zaten işlenmiş yüzeylerin işaretleme sağlar.
Bazı malzemeler için (örneğin paslanmaz çelik) farklı renkler kiriş özelliklerinin değiştirilmesi ile temsil edilebilir.
Damit ist es oft einfacher und sinnvoller andere Bearbeitungsarten (Einpressen, Fügen, Bohren, Stanzen etc.) und Prozesse wie beispielweise das Prüfen von Bauteilen (Kameraprüfung, Messen, Wiegen, Gegenprüfen) in der Laseranlage durchzuführen.

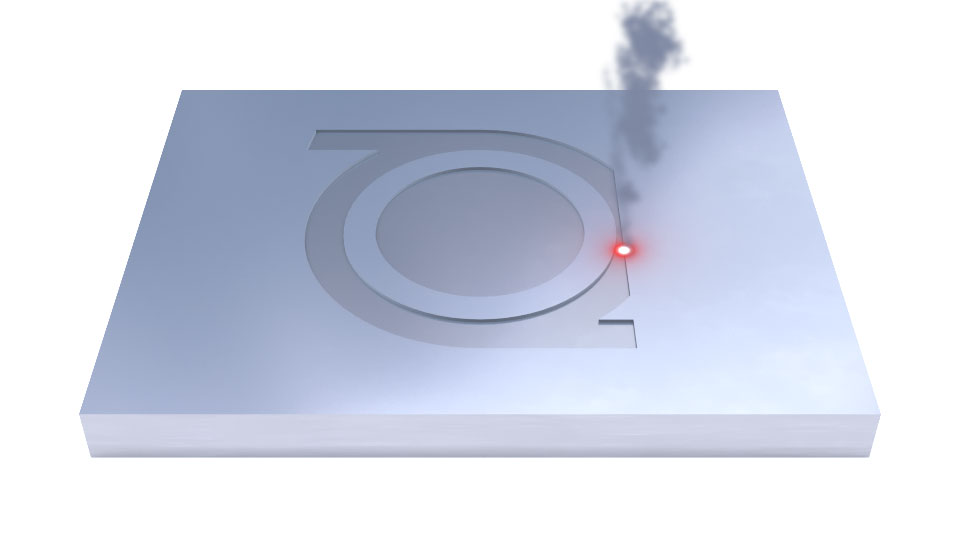
Gravür/derinlik etiketleme
Buharlaşma veya malzeme eritme bir dar sınırlı alanda malzeme kaldırılması sonuçlanır.
Metallerin yanı sıra, bu yöntemler de plastik ve diğer malzemelerle uygulanabilir.
Aşınma ve korozyona karşı dayanıklılık ile karakterize edilir ve kabartma aletleri veya klişeler üretimi için işaretleme ek olarak kullanılabilir.
Plastik markalama
Farklı plastikler geniş bir yelpazede bir renk kapağı yoluyla etiketlendirilebilir.
Karbonlaştırma hafif plastiklerde uygulanır, köpükler koyu plastikler için uygundur.
Plastik ürünlerin üretimine katkı maddeleri ekleyerek, lazer işleme için malzeme özellikleri optimize edilebilir. Birçok plastik de özel lazer ışını kaynaklarını kullanarak en iyi sonuçları ile etiketlenebilir.

Katkı etiketi (lasecolour)
Sipariş için prosedür ve bir taşıyıcı malzeme üzerine ek malzeme birleştirmek.
Renk ve malzeme seçiminde yüksek kontrast ve büyük varyans sunar.
Her zamanki prosedürler ile işlenmez veya istenen sonuçların elde edilemez olduğu malzemelerden kullanılır.
İdeal malzeme eşleştirmesinin kesin koordinasyon ve belirlenmesi gerektirir.
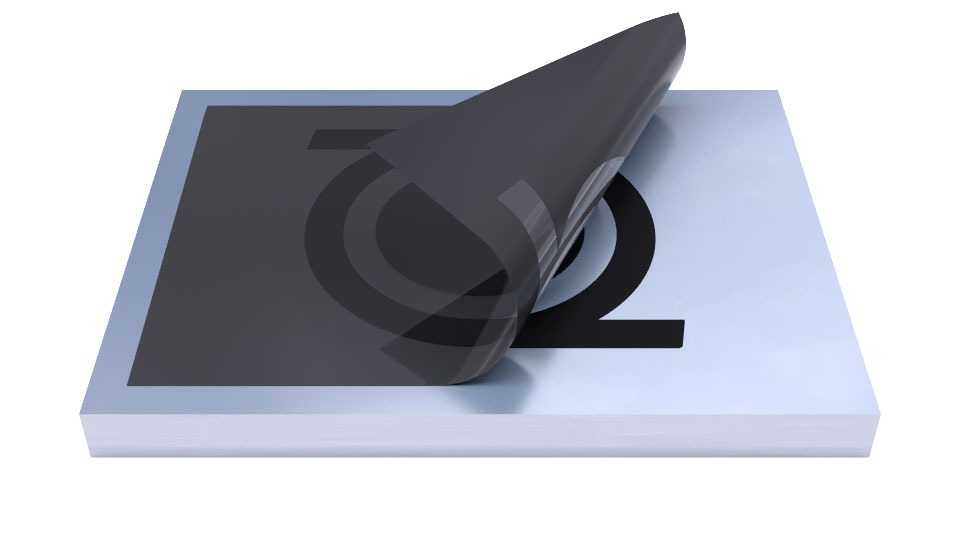
Abtragsbeschriftung
Malzemeler kaplı veya kaplama tabakası ile boyanmış, bu katman çıkarılabilir ve lazer tarafından buharlanabilir.
Alttaki katman görünür. Bu, yüksek kontrast ile farklı renk kombinasyonları ve işaretler oluşturmanıza olanak sağlar.
Uygulamalar siyah Lake plastik parçaların veya alüminyumun anodik kaplama buharlaşma gün/gece işaretleme vardır.

Lazer Temizleme
Buharlaşma ile, kapak veya kir yüzey katmanları kaynakta idareli kaldırılır.
Deterjan veya kimyasalların tam olarak giderilmesi nedeniyle özellikle çevre dostu.
Bu yöntem ayrıca alt yüzeylerin seçici temizliğini veya kontak yüzeylerini boşaltılmasını sağlar.
Malzeme ve kontaminasyonun türüne ve işlenecek malzeme yüzeyinin izin verilen etkiye bağlı olarak lazer sistemi yapılandırılır.

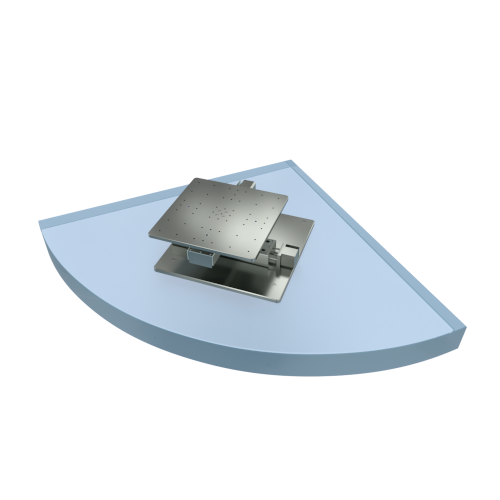
Lazer yapılanma
Lazer yüzey tedavisi hızla büyüyen bir alandır ve örneğin, en iyi tasarlanmış yüzeyler üretmek için triboik sağlar. Sürtünme artışı veya aksine, sürtünme veya aşınma azaltma azaltma istenen sonuç olabilir. Süreç ayrıca hazırlama yapıştırma için kullanılabilir ve sonraki yapışkan süreçler için en iyi koşulları sağlar.
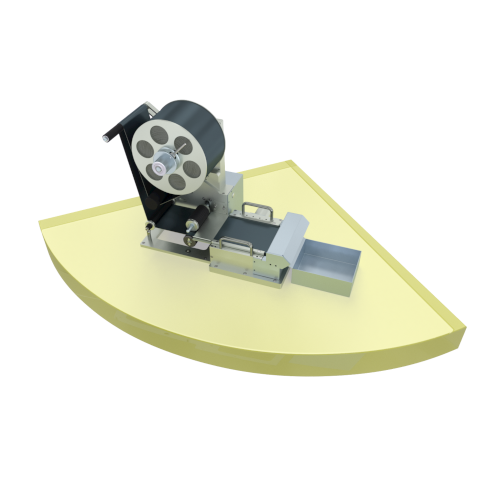
Lazer ince kesme
Lazer ince kesme süreci de karmaşık konturlar ve yüksek doğruluk için uygundur.
Kesme kenarları küçük bir sırt ve biraz pürüzlülük var. Lazer kesme, çok sayıda farklı malzeme ve malzeme kompozitler için optimum çözümdür.
Hızlı lazer hareketi sayesinde termal etki alanı azalır ve hassas malzemeler de tam olarak ayrılabilir.
Delme gibi mekanik süreçlerle karşılaştırıldığında, bir aracın başarısızlığı avantajdır.

Lazer kaynak
Lazer kaynak süreci yüksek hassasiyet korurken düşük termal distorsiyon ve yüksek kaynak hızları ile karakterize edilir. Plastik laserdurchlichtschweißen (termoplastikler) diğer süreçler üzerinde büyük avantajlar sunar. Lazere bakan iş parçası parçası lazer saydamdır ve altta yatan parça emer. Emici kısmı erime ile, kaynak şeffaf kısmı ile yapılır.

Laserbohren
Mittels Laser können Bohrungen in verschiedenste Materialien in hoher Präzision verschleißfrei hergestellt werden. Dabei wird das Material aufgeschmolzen und verdampft und durch den dabei entstehenden Druck aus dem Bohrloch getrieben. Ein etabliertes Verfahren ist das Trepanieren oder Trepanierbohren. In einem ersten Schritt entsteht ein Startloch, welches anschließend kreisförmig durch mehrere Überfahrten auf die gewünschte Größe ausgeweitet wird. Weitere Verfahren sind das Bohren mit Einzelpuls sowie das Perkussionsbohren mit schnell aufeinanderfolgenden Pulsen.

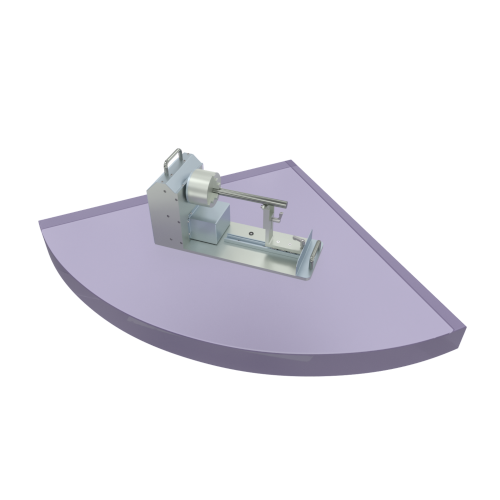
Lazer sıyırma
Abisolieren von Drähten oder Leitungen durch den Laser ist eine zuverlässige Methode um eine saubere Kontaktfläche herzustellen. Je nach Größe und Durchmesser der Leitungen oder Drähte werden 2, 3 oder 4 Laserköpfe eingesetzt. Das Isoliermaterial wird segmentweise verdampft und durch eine leistungsfährige Absaugung abgeführt.

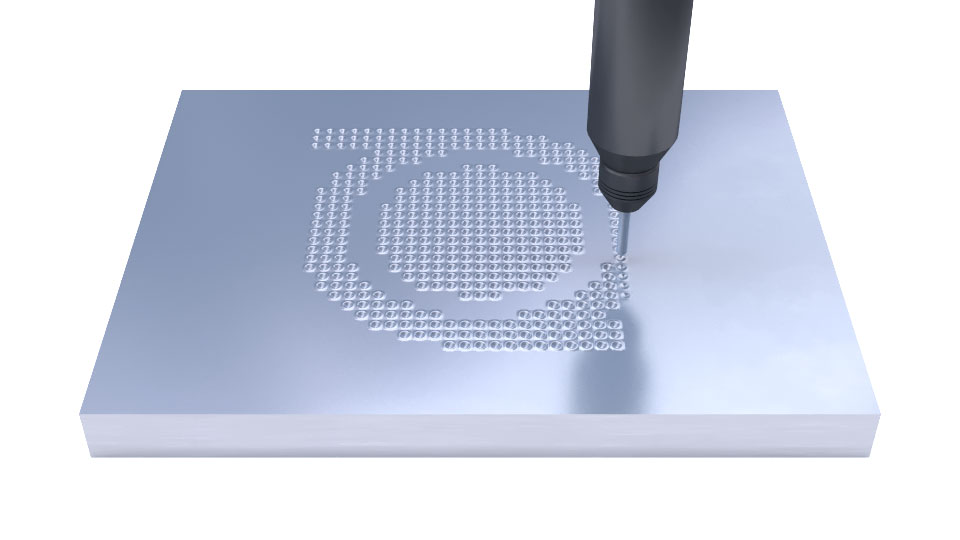
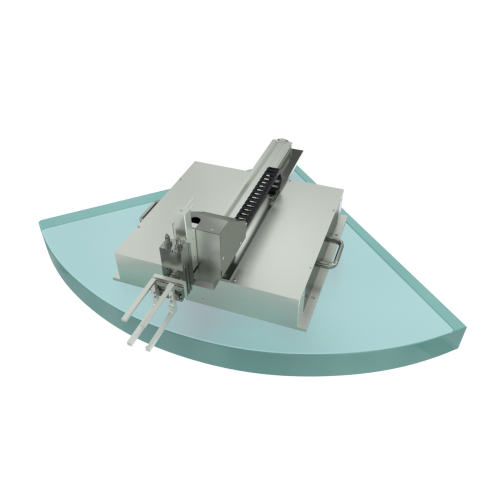
Alternatif prosedür – iğne kabartmalı
Pnömatik veya elektriksel olarak tahrikli metal PIN, malzeme yüzeyinde bir nokta matriks veya çizgi şeklindeki karakteri kalıcı olarak vurur – net bir yazı tipinin yanı sıra, logolar veya veri matris kodları da işaretlenebilir. Yüzeyin unevenness kolayca 5mm kadar telafi edilebilir. Metalik bileşenlerin belirlenmesi rfolgt kalıcı ve hızlı ve ayrıca daha fazla tedavi sonrası okunabilir. Damgalama makinesi tek başına ve çevrimiçi uygulamalarda geniş bir yelpazede maliyet etkili kullanılabilir.